



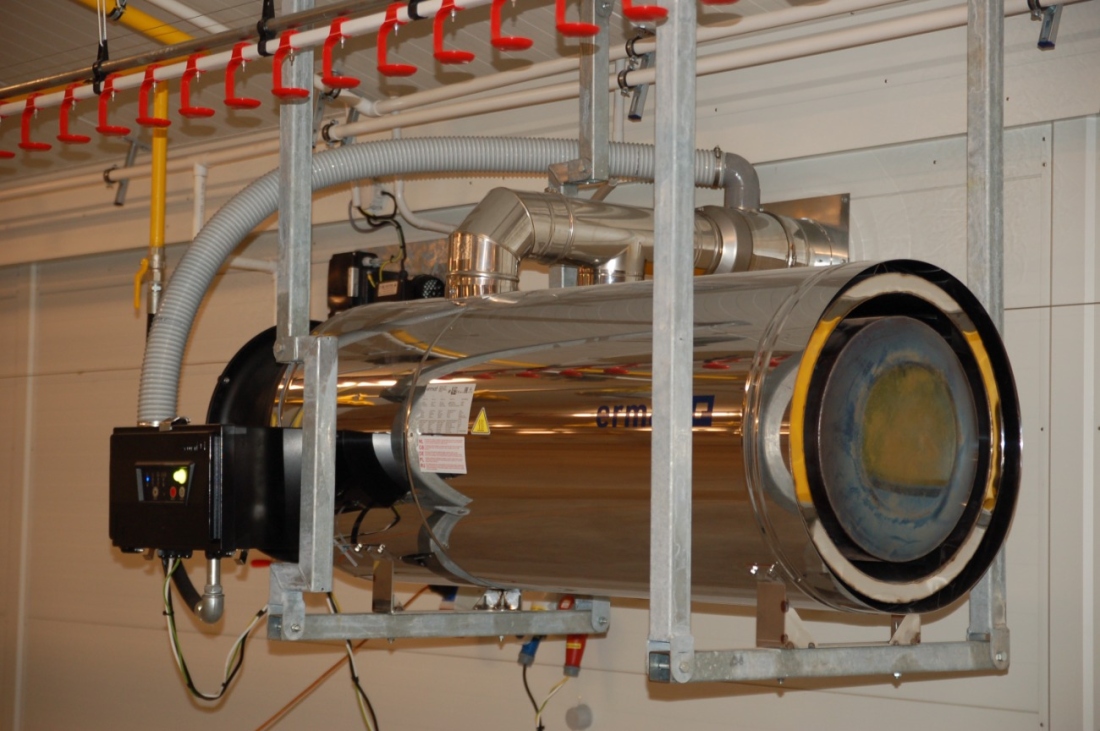
Long
lifetime
Construction
stainless steel
Extraction
of fumes
For heating in poultry and pig farms we offer a wide range of heaters,
which can be combined in various ways.

For heating in poultry and pig farms, we offer a range of heaters that can be combined in various ways. The key criteria for choosing the right heating system for the barn include optimum temperature distribution, CO2 limitation, energy savings, and environmental compatibility. The advantage of indirect heaters is that the heat output contains no CO2.
The key criteria for selecting the right heating system for a stable facility include optimum temperature distribution, CO2 limitation, energy savings, and environmental compatibility. The advantage of indirect combustion heaters is that the heat output contains no CO2.
With its indirect-fired air heaters, Ermaf continues the new era of air heater technology. The closed combustion technology allows the air heater to vent the flue gases out through the chimney so that humidity and temperature are controlled with minimal need for fresh air. In addition to improved combustion safety on natural gas or propane, better airflow length is achieved.

The RGA 100 indirect combustion heater is now equipped with a new ACU control unit and is certified according to the new Gas Appliance Regulation. Not only does the heater now provide more features and higher reliability, but it is also more user-friendly in terms of installation and operation. It is also easier to maintain and clean. The ACU offers modulation capability for the RGA100, which translates into increased efficiency and expanded temperature control options.
All control of the ACU is much easier and faster. Everything is more intuitive than ever before. The user interface has improved features: status indication, flame signal, error monitoring, and many more. Thanks to the waterproof housing, the control unit together with the gas valve is even better protected from water and dust. The gas inlet is now located at the bottom for easier pipe connection.
| Series | RGA 100 |
|---|---|
| Power | 100 Kw |
| Air discharge | 8000 m3/h |
| Gas consumption - natural gas H | 8,0 m3/h |
| Gas consumption - propane | 6,9 m3/h |
| Gas pressure - propane | 50 mbar |
| Gas connection | 3/4" |
| Electrical connection | 200 V 900 W |
| Protection for air supply | Pressure switch |
| Flame control ( fuse ) | Ionizing |
| Effective heat range | 40 m |




 Rozšíření kapacity pro OVUS podnik živočišné výroby spol. s r.o. v obci Těhul pokračuje! ⬇️
➡️Nová další hala AGE s kapacitou 50 000 ks nosnic je...
Rozšíření kapacity pro OVUS podnik živočišné výroby spol. s r.o. v obci Těhul pokračuje! ⬇️
➡️Nová další hala AGE s kapacitou 50 000 ks nosnic je...
 Chtěli byste si projít plně vybavenou halu pro odchov rozmnožovacího hejna masného typu drůbeže s naskladňovací kapacitou 22 tis kuřic včetně...
Chtěli byste si projít plně vybavenou halu pro odchov rozmnožovacího hejna masného typu drůbeže s naskladňovací kapacitou 22 tis kuřic včetně...
 V Žabčicích v Jihomoravském kraji, naše firma AGE s.r.o. působí jako subdodavatel.
Zhotovili jsme zde novou halu (hala C) pro rodičovský typ...
V Žabčicích v Jihomoravském kraji, naše firma AGE s.r.o. působí jako subdodavatel.
Zhotovili jsme zde novou halu (hala C) pro rodičovský typ...
 Minulý týden se uskutečnilo společné distributorské setkání X'pertdays Europe v zbrusu novém Expertdays Center společnosti Roxell v belgickém ...
Minulý týden se uskutečnilo společné distributorské setkání X'pertdays Europe v zbrusu novém Expertdays Center společnosti Roxell v belgickém ...
 Investice do chovu prasat pro Zemědělské družstvo Unčovice, přinese novou halu AGE pro prasata 30,8 m x 60,45 m s ocelovou zinkovanou konstrukcí...
Investice do chovu prasat pro Zemědělské družstvo Unčovice, přinese novou halu AGE pro prasata 30,8 m x 60,45 m s ocelovou zinkovanou konstrukcí...
 Minulý rok jsme vystavěli pro OVUS podnik živočišné výroby spol. s r.o. novou halu ⚒ se spojovací chodbou pro napojení další haly. Tu jsme v...
Minulý rok jsme vystavěli pro OVUS podnik živočišné výroby spol. s r.o. novou halu ⚒ se spojovací chodbou pro napojení další haly. Tu jsme v...



